In the contemporary industrial landscape, barrier films represent a pinnacle of material science. As a leading manufacturer in China, we recognize that these films are no longer just "packaging"—they are critical components that ensure product integrity, shelf-life extension, and biological safety. The global market for barrier films is experiencing an unprecedented surge, driven by the escalating demand for advanced medical supplies, sustainable food packaging, and sensitive electronic component protection.
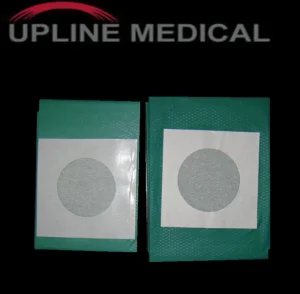
High-barrier films function by utilizing multi-layered polymers, such as ethylene vinyl alcohol (EVOH), polyamides (PA), and polyester (PET), to create an impenetrable shield against oxygen, moisture, UV light, and volatile organic compounds. For medical applications, such as our Sterile Surgical Incision Films, the barrier must be absolute, preventing microbial migration while remaining breathable for skin health.
Optimized for surgical drapes and sterilized packaging, ensuring a 100% sterile field during invasive procedures.
Our films achieve ultra-low Oxygen Transmission Rates (OTR) and Water Vapor Transmission Rates (WVTR) for maximum protection.
Pioneering recyclable and biodegradable high-barrier materials to meet the world's "Green" procurement standards.
The global barrier film industry is shifting towards functional integration. International procurement managers are no longer looking for simple commodity suppliers; they are seeking partners who provide "smart" barrier solutions. From the bustling food markets of Europe to the high-tech medical clinics in North America, the demand for localized, high-performance applications is clear.
Manufacturing Experience
Certified Quality
Countries Served

Zhejiang ZNG Medical founded in 1996, as the leading medical device company, we are dedicated to the researching and developing and producing of injection products. Through the ISO 9001 quality system and CE product certification, we will provide secure and efficient products to market.
Needles: Pen needles, blood collection needles, spinal needle, dental needle, disposable needle, epidural needle, chiba needle, huber needle, fistula needle, microcannula for fillers, different irrigation needle, blunt needle, biopsy needle, introducer needle, scalp vein set and veterinary needle. Development of special needles according to customer's drawing and request. New product design and mold making.
ZNG Medical Mission: ZNG Medical is committed to public health needs, by listening to customers' request and services, we can better understand the needs of customers, and this helps us to improve our existing products and develop new products.
Producing Cannula

Injection Molding

Assembling

Sterilized by EO
Barrier films are critical in creating Surgical Incision Drapes. These films must provide a microbial barrier while adhering securely to the skin, preventing fluid strikethrough during surgery. Our films are engineered to be low-glare and high-transparency for surgical precision.
Utilizing high-barrier polymers to prevent oxidation in perishable goods. This technology extends the shelf life of proteins and dairy without the need for excessive preservatives, meeting the "Clean Label" trend in global markets.
For semiconductors and aerospace components, barrier films provide ESD protection and moisture-proof environments, ensuring sensitive electronics do not corrode during transoceanic shipping.